PRODUCT
PRODUCT
Industrial Profile Section
Industrial Profile Section



Introduction to Molds for Industrial Aluminum Profiles
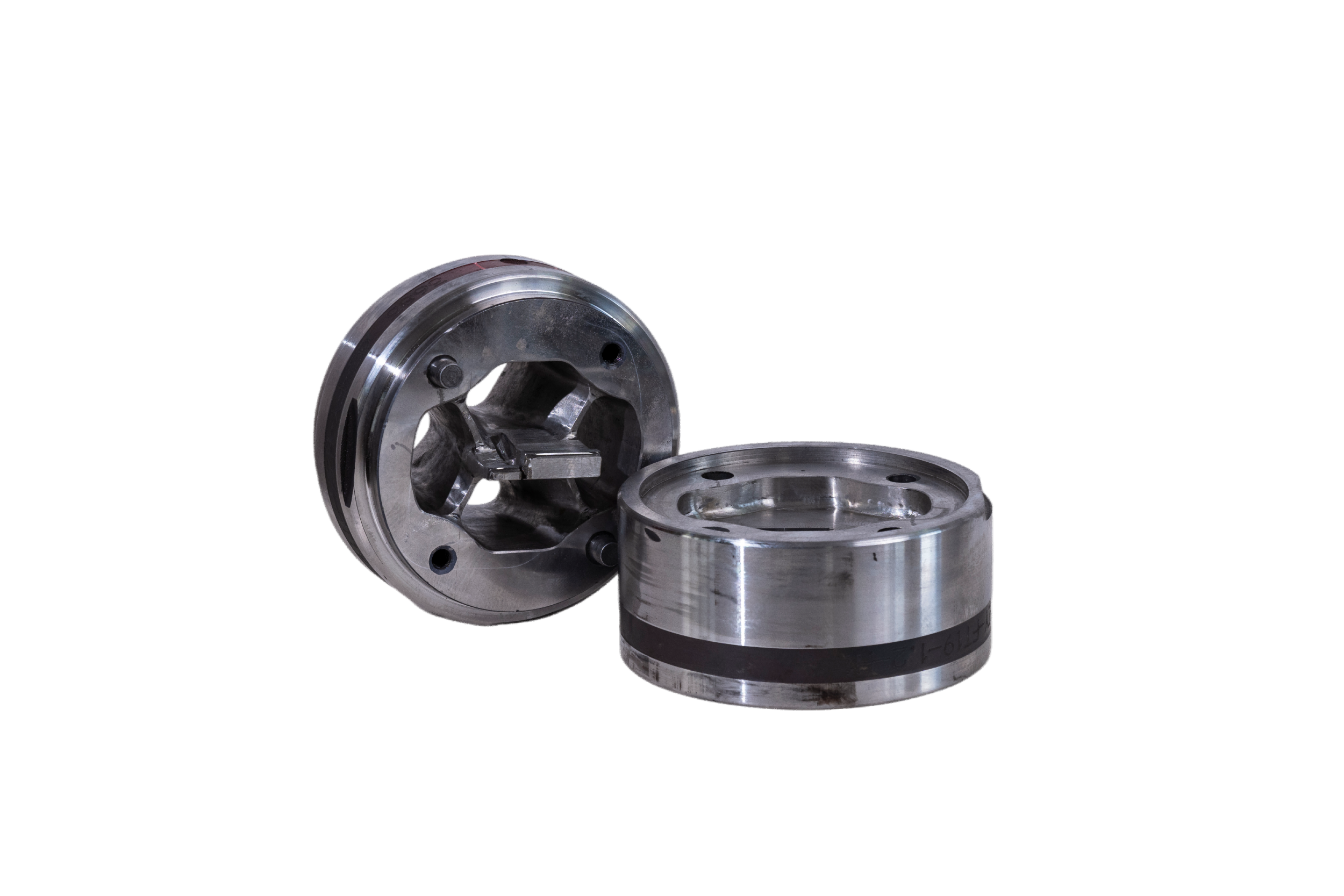
Molds for industrial aluminum profiles are the core tooling for extruding industrial aluminum profiles. They press aluminum billets into various cross-sectional profiles for industrial applications (e.g., industrial frames, assembly line guide rails, equipment supports, heat sinks) via extruders, directly determining the dimensional accuracy, structural strength, mechanical properties and production stability of industrial profiles, and serving as the core guarantee for the large-scale and standardized production of industrial aluminum profiles.
Introduction to Molds for Industrial Aluminum Profiles
Molds for industrial aluminum profiles are the core tooling for extruding industrial aluminum profiles. They press aluminum billets into various cross-sectional profiles for industrial applications (e.g., industrial frames, assembly line guide rails, equipment supports, heat sinks) via extruders, directly determining the dimensional accuracy, structural strength, mechanical properties and production stability of industrial profiles, and serving as the core guarantee for the large-scale and standardized production of industrial aluminum profiles.

Core Materials
Subjected to higher temperatures (480~550℃), higher pressures (300~600MPa) and long-term continuous friction during extrusion, industrial aluminum profile molds are mainly made of hot work die steel with high toughness and wear resistance. The mainstream grades and their applicable scenarios are as follows:
• H13 (4Cr5MoSiV1): The basic mainstream grade, combining high-temperature strength and machinability, suitable for molds of conventional industrial profiles with high cost performance. • 8418/8407: High-end wear-resistant grades with significantly improved thermal fatigue and wear resistance, applicable to molds for mass and continuous production of industrial profiles. • W302: High-toughness grade, suitable for molds of large-cross-section and thick-walled industrial profiles to prevent mold cracking and deformation during extrusion. • SKD61: Japanese general-purpose grade with performance close to H13, applicable to the production of molds for small and medium batch industrial profiles.
Core Types
Core Types
Classified by extrusion processes and structural requirements of industrial profiles, the mainstream molds fall into four categories, adapted to profile production for different industrial scenarios:
01. Flat Dies
With simple structure and high extrusion efficiency, they are suitable for basic solid industrial profiles with regular cross-sections (e.g., flat bars, round bars, simple square tubes).
02. Porthole Dies
The most commonly used in the industrial field, they form hollow and multi-cavity profiles by splitting and recombining aluminum flow, applicable to industrial frames, equipment racks,
assembly line profiles, etc.
03. Spider Dies
Specifically designed for large-caliber, thin-walled hollow industrial profiles (e.g., large industrial pipes, ventilation duct profiles),
featuring strong forming stability and reduced wall thickness deviation.
04. Composite Dies
Targeting industrial profiles with ultra-complex cross-sections and integrated multi-functions (e.g., customized profiles with integrated heat dissipation,
clamping grooves and connection structures), they enable one-time forming of multiple structures.


Core Materials
Subjected to higher temperatures (480~550℃), higher pressures (300~600MPa) and long-term continuous friction during extrusion, industrial aluminum profile molds are mainly made of hot work die steel with high toughness and wear resistance. The mainstream grades and their applicable scenarios are as follows:
• H13 (4Cr5MoSiV1): The basic mainstream grade, combining high-temperature strength and machinability, suitable for molds of conventional industrial profiles with high cost performance. • 8418/8407: High-end wear-resistant grades with significantly improved thermal fatigue and wear resistance, applicable to molds for mass and continuous production of industrial profiles. • W302: High-toughness grade, suitable for molds of large-cross-section and thick-walled industrial profiles to prevent mold cracking and deformation during extrusion. • SKD61: Japanese general-purpose grade with performance close to H13, applicable to the production of molds for small and medium batch industrial profiles.
Core Processing Requirements
Industrial aluminum profiles have stringent requirements for mechanical properties, assembly accuracy and batch consistency, so mold processing must meet higher standards
1. Ultra-precise dimensional processing
Processed by five-axis CNC and WEDM-LS, the cross-sectional dimensional accuracy is controlled within ±0.01~0.03mm to ensure the assembly interchangeability of industrial profiles.
2. Precise material flow design
Optimize the parameters of split bridges and bearing surfaces through CAE simulation to ensure uniform aluminum flow, avoiding defects such as uneven wall thickness and internal porosity that affect the mechanical properties of profiles.
3. High-hardness heat treatment
The hardness of the mold is controlled at HRC50~58 after quenching and tempering to enhance wear resistance and pressure resistance, adapting to the continuous mass production of industrial profiles.
4. High-finish polishing
The bearing surface is mirror-polished to Ra≤0.4μm to reduce aluminum material friction, ensure a smooth profile surface and avoid defects in subsequent processing (e.g., drilling, welding).
Core Processing Requirements
Industrial aluminum profiles have stringent requirements for mechanical properties, assembly accuracy and batch consistency, so mold processing must meet higher standards
1. Ultra-precise dimensional processing
Processed by five-axis CNC and WEDM-LS, the cross-sectional dimensional accuracy is controlled within ±0.01~0.03mm to ensure the assembly interchangeability of industrial profiles.
2. Precise material flow design
Optimize the parameters of split bridges and bearing surfaces through CAE simulation to ensure uniform aluminum flow, avoiding defects such as uneven wall thickness and internal porosity that affect the mechanical properties of profiles.
3. High-hardness heat treatment
The hardness of the mold is controlled at HRC50~58 after quenching and tempering to enhance wear resistance and pressure resistance, adapting to the continuous mass production of industrial profiles.
4. High-finish polishing
The bearing surface is mirror-polished to Ra≤0.4μm to reduce aluminum material friction, ensure a smooth profile surface and avoid defects in subsequent processing (e.g., drilling, welding).
Special Design and Forming Requirements
Industrial aluminum profiles need to adapt to the requirements of equipment matching, structural load-bearing and special working conditions, so the mold design has exclusive core requirements:

Mechanical Structure Adaptation
The cavity design strictly matches the load-bearing, anti-deformation and stress distribution requirements of industrial profiles to ensure that the extruded profiles meet the design mechanical performance indicators.

High stability for mass production
Optimize the mold overall structure and stress distribution to reduce mold deformation and wear during continuous extrusion, ensuring the batch consistency of industrial profiles.

Adaptation to special functional profiles
For functional industrial profiles such as heat sinks and guide rails, the mold cavity is designed with precise structural dimensions (e.g., fin spacing, guide rail grooves) to ensure the realization of the profile's special functional performance.

Thickness tolerance control
For industrial profiles with strict wall thickness requirements, the mold bearing surface is precisely ground to control the wall thickness deviation within ±0.05mm, meeting the assembly and use requirements of industrial equipment.
Special Design and
Forming Requirements
Industrial aluminum profiles need to adapt to the requirements of equipment matching, structural load-bearing and special working conditions, so the mold design has exclusive core requirements:
Mechanical Structure Adaptation
The cavity design strictly matches the load-bearing, anti-deformation and stress distribution requirements of industrial profiles to ensure that the extruded profiles meet the design mechanical performance indicators.

Mechanical Structure Adaptation
The cavity design strictly matches the load-bearing, anti-deformation and stress distribution requirements of industrial profiles to ensure that the extruded profiles meet the design mechanical performance indicators.
High stability for mass production
Optimize the mold overall structure and stress distribution to reduce mold deformation and wear during continuous extrusion, ensuring the batch consistency of industrial profiles.

High stability for mass production
Optimize the mold overall structure and stress distribution to reduce mold deformation and wear during continuous extrusion, ensuring the batch consistency of industrial profiles.
Adaptation to special functional profiles
For functional industrial profiles such as heat sinks and guide rails, the mold cavity is designed with precise structural dimensions (e.g., fin spacing, guide rail grooves) to ensure the realization of the profile's special functional performance.

Adaptation to special functional profiles
For functional industrial profiles such as heat sinks and guide rails, the mold cavity is designed with precise structural dimensions (e.g., fin spacing, guide rail grooves) to ensure the realization of the profile's special functional performance.
Thickness tolerance control
For industrial profiles with strict wall thickness requirements, the mold bearing surface is precisely ground to control the wall thickness deviation within ±0.05mm, meeting the assembly and use requirements of industrial equipment.

Thickness tolerance control
For industrial profiles with strict wall thickness requirements, the mold bearing surface is precisely ground to control the wall thickness deviation within ±0.05mm, meeting the assembly and use requirements of industrial equipment.
Daily Maintenance And Service Life
Daily Maintenance And Service Life
Industry Development Trends
With the industrial manufacturing industry moving towards intelligent, customized and high-performance development, molds for industrial aluminum profiles are upgrading in the following core directions:
1. Intelligent design and manufacturing
Integrate CAD/CAE/CAM technology to realize digital simulation and precision processing of molds, reduce trial mold times and shorten the mold development cycle.
2. High-performance material and coating application
Adopt high-end die steel and deposit hard coating (e.g., TiCN, AlCrN) on the mold working surface to further improve the mold's high-temperature wear resistance and service life.
3. Customized mold for large profiles
Develop large-scale integrated molds for large-cross-section industrial profiles (e.g., industrial large frames, heavy-duty supports) to realize one-time extrusion forming and improve production efficiency of large industrial profiles.
4. Integration of forming and functional processing
Design molds with integrated forming of special structures to reduce the subsequent processing procedures of industrial profiles, realize the near-net-shape forming of industrial components and save production costs.
Industry Development Trends
With the industrial manufacturing industry moving towards intelligent, customized and high-performance development, molds for industrial aluminum profiles are upgrading in the following core directions:

1. Intelligent design and manufacturing
Integrate CAD/CAE/CAM technology to realize digital simulation and precision processing of molds, reduce trial mold times and shorten the mold development cycle.
2. High-performance material and coating application
Adopt high-end die steel and deposit hard coating (e.g., TiCN, AlCrN) on the mold working surface to further improve the mold's high-temperature wear resistance and service life.
3. Customized mold for large profiles
Develop large-scale integrated molds for large-cross-section industrial profiles (e.g., industrial large frames, heavy-duty supports) to realize one-time extrusion forming and improve production efficiency of large industrial profiles.
4. Integration of forming and functional processing
Design molds with integrated forming of special structures to reduce the subsequent processing procedures of industrial profiles, realize the near-net-shape forming of industrial components and save production costs.


Email: aludiesgo@gmail.com

Whatsapp: +852 6619 1132

Address: Phase II of Changhongling Industrial Park, Shishan Town, Nanhai District, Foshan City, Guangdong, China.
Email: aludiesgo@gmail.com
Whatsapp: +852 6619 1132
Address: Phase II of Changhongling Industrial Park, Shishan Town, Nanhai District, Foshan City, Guangdong, China.





Copyright ©ALUDIES Aluminum Profile Extrusion Die Factory All Rights Reserved. SITEMAP
